
View of MMEC workshops facing northeast, including port facility
{kind=link}

MMEC (south view). Yard area (166,000m2), covered workshops (75,500m2).
{kind=link}

Jackie's Product storage & staging area (28,000m2)
{kind=link}

Outdoor modular construction (20,000m2). Additonal construction area located in the Port.
{kind=link}

Raw material handling & storage area (9,000m2).
{kind=link}

Main office building (5,000m2) for executives, management, office staff, and resident inspectors.
{kind=link}

Worker's dining hall, canteen, dormitory and recreation area. (10,000m2).
{kind=link}

Bay 1 - (9,530m2) Prefab, plate processing & rolling, H-beam & built-up production, painting room.
{kind=link}

Bay 1 - (9,530m2) Prefabrication, plate processing & rolling, H-beam & built-up production.
{kind=link}

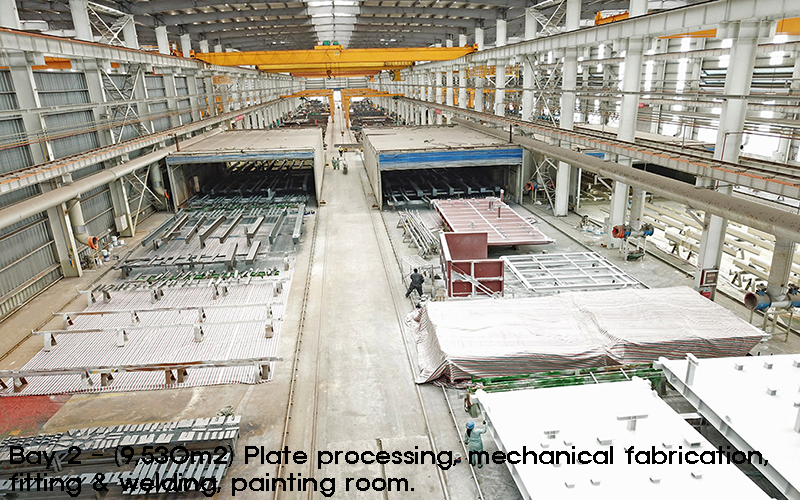
Bay 2 - (9,530m2) Plate processing, mechanical fabrication, fitting & welding, painting room.
{kind=link}

Bay 2 - (9,530m2) Plate processing, mechanical fabrication, fitting & welding, painting room.
{kind=link}

Bay 3 - (9,530m2) Profile fitting & welding, modular sub-assembly fabrication, shot blasting.
{kind=link}

Bay 3 - (9,530m2) Profile fitting & welding, modular sub-assembly fabrication, shot blasting.
{kind=link}

Bay 4 - (9,530m2) Beam & node production, modular sub-assembly construction, piping laydown.
{kind=link}

Bay 4 - (9,530m2) Beam & node production, modular sub-assembly construction, piping laydown.
{kind=link}

Bay 5 - (9,530m2) Fitting & welding, modular sub-assembly fabrication, modular construction.
{kind=link}

Bay 5 - (9,530m2) Fitting & welding, modular sub-assembly fabrication, modular construction.
{kind=link}

Bay 6 - (9,530m2) Modular erection & construction.
{kind=link}

Bay 6 - (9,530m2) Modular erection & construction.
{kind=link}

Bay 7 - (6,000m2) Large module construction. Heavy/High-lift workshop.
{kind=link}

Bay 8 - (1,800m2) Large structure shot-blasting workshop.
{kind=link}

Carbon steel piping workshop. (3000m2 / 500,000 Dai-inch)
{kind=link}

Stainless steel piping workshop. (3000m2 / 550,000 Dai-inch)
{kind=link}

Zhangjiagang Gangxin Heavy Equipment Port on the Yangtze River, 150km NW of Shnaghai Baoshan Port.
{kind=link}

The port yard inclues over 100,000m2 of modular construction area.
{kind=link}


The port yard inclues over 100,000m2 of modular construction area.
{kind=link}

36-meter-wide approches serve Roll-on/Roll-off, non-containerized cargo and modules.
{kind=link}

A wide range of structures are erected in the modular construction area.
{kind=link}

The main quay of Gangxin Port is 1,353-meters long and can accommodate vessels with drafts of 12 meters.
{kind=link}

36-meter-wide approches serve Roll-on/Roll-off, non-containerized cargo and modules.
{kind=link}

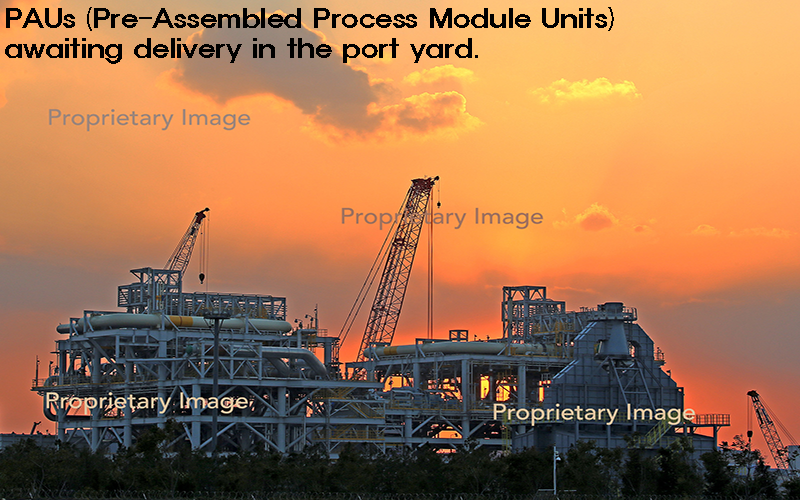
PAUs (Pre-Assembled Process Module Units) awaiting delivery in the port yard.
{kind=link}

When required by our customers, MMEC provides structural detailing services.
{kind=link}
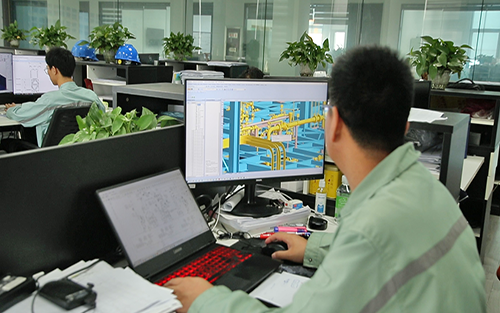
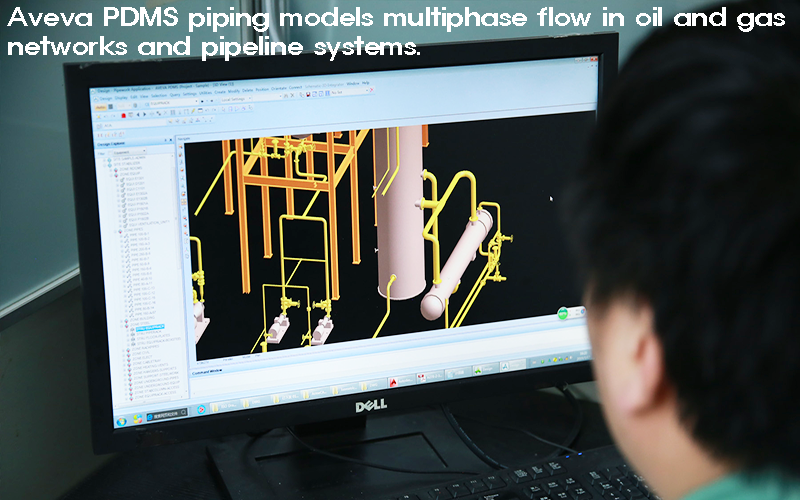
Aveva PDMS piping models multiphase flow in oil and gas networks and pipeline systems.
{kind=link}

MMEC engineers model structural connections using Trimble Tekla Structures software.
{kind=link}
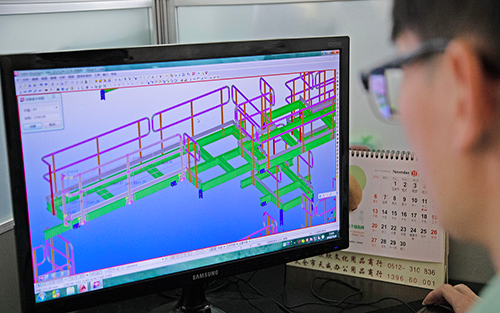
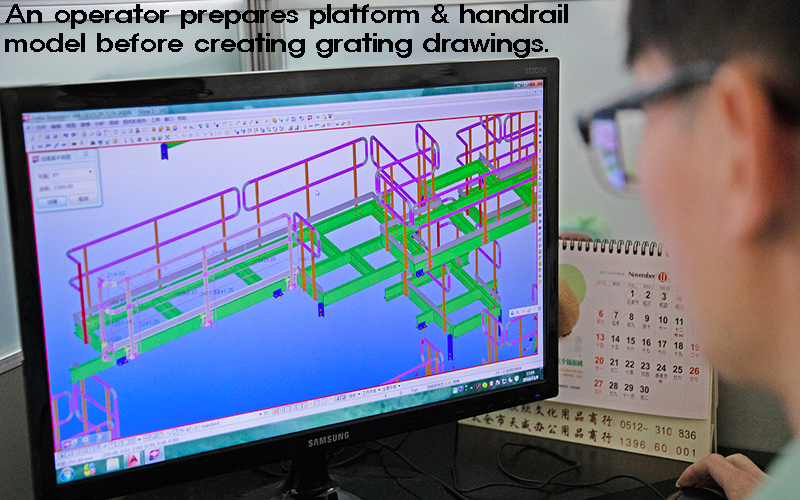
An operator prepares platform & handrail model before creating grating drawings.
{kind=link}

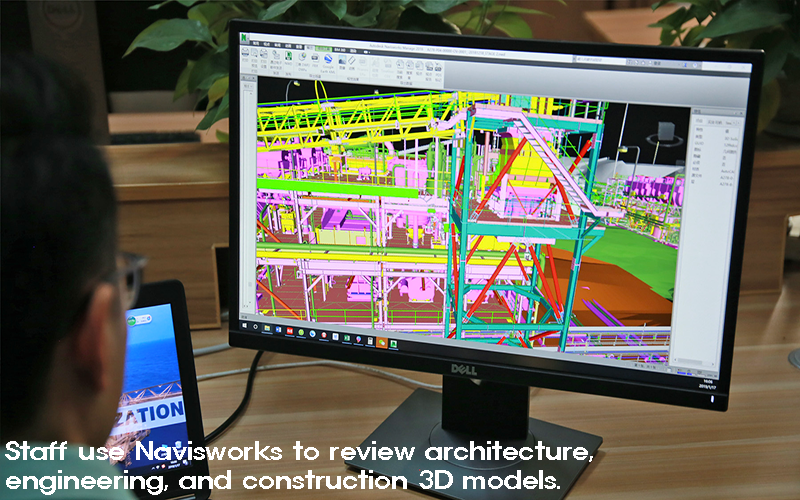
Staff use Navisworks to review architecture, engineering, and construction 3D models.
{kind=link}

MMEC uses STAAD Pro, a structural engineering for analyzing and design or various structures.
{kind=link}

Aveva PDMS piping models multiphase flow in oil and gas networks and pipeline systems.
{kind=link}

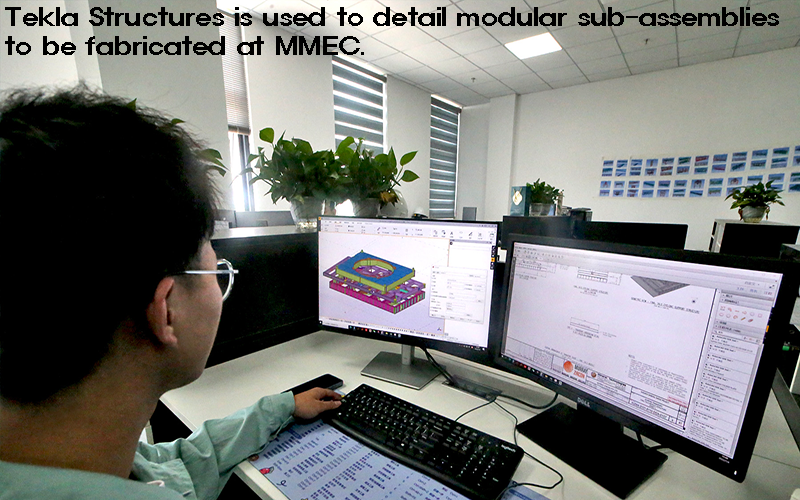
Tekla Structures is used to detail modular sub-assemblies to be fabricated at MMEC.
{kind=link}

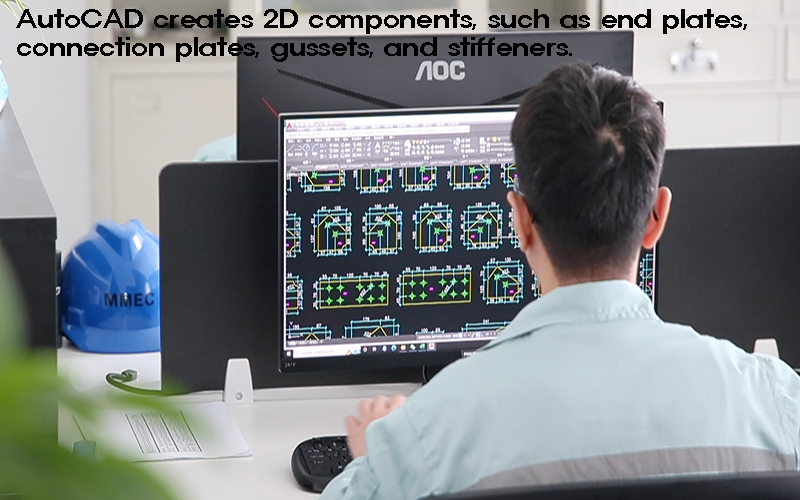
AutoCAD creates 2D components, such as end plates, connection plates, gussets, and stiffeners.
{kind=link}

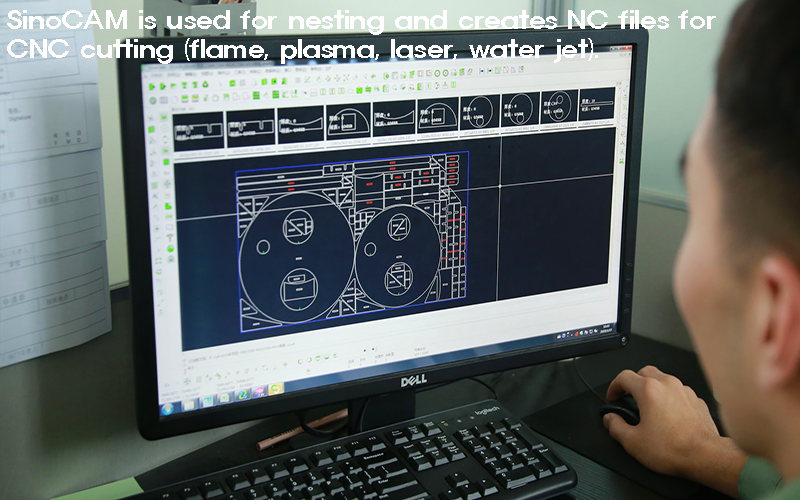
SinoCAM is used for nesting and creates NC files for CNC cutting (flame, plasma, laser, water jet).
{kind=link}

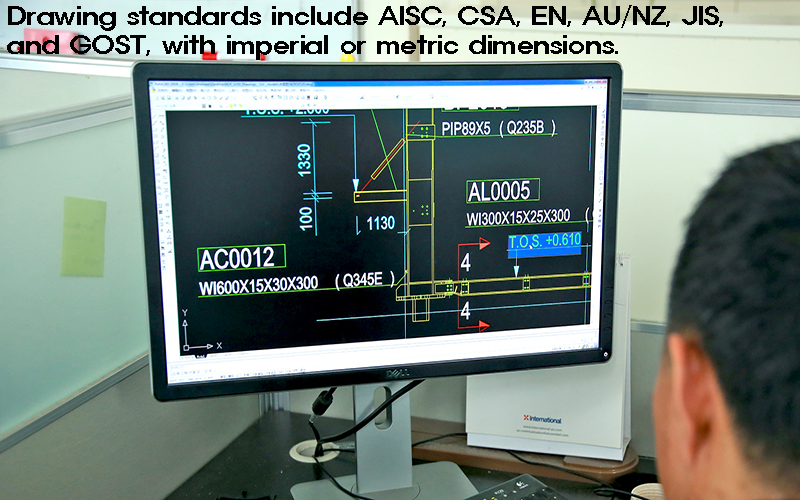
Drawing standards include AISC, CSA, EN, AU/NZ, JIS, and GOST, with imperial or metric dimensions.
{kind=link}

Hexagon Plant Design System (PDS) is used for comprehensive computer-aided design.
{kind=link}

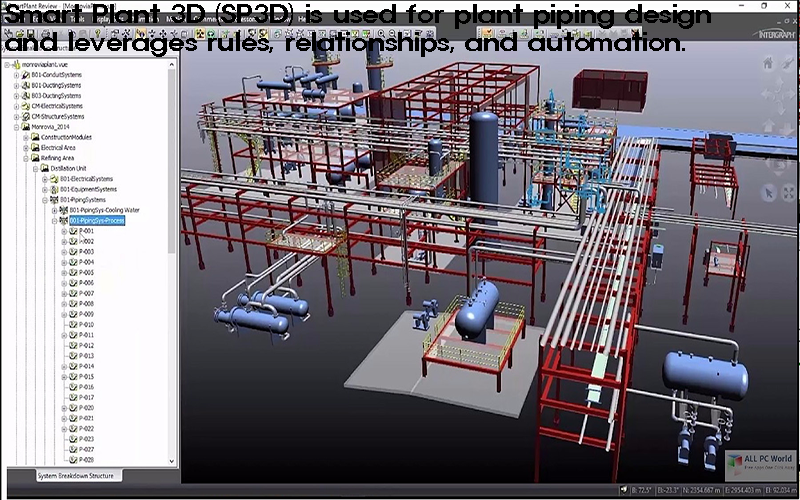
Smart Plant 3D (SP3D) is used for plant piping design and leverages rules, relationships, and automation.
{kind=link}

Spoolgen creates piping isometric drawings for fabrication and erection from detail engineering designs.
{kind=link}
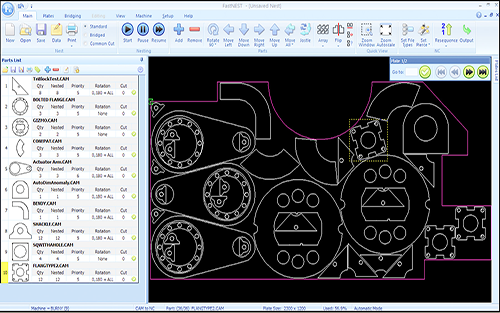
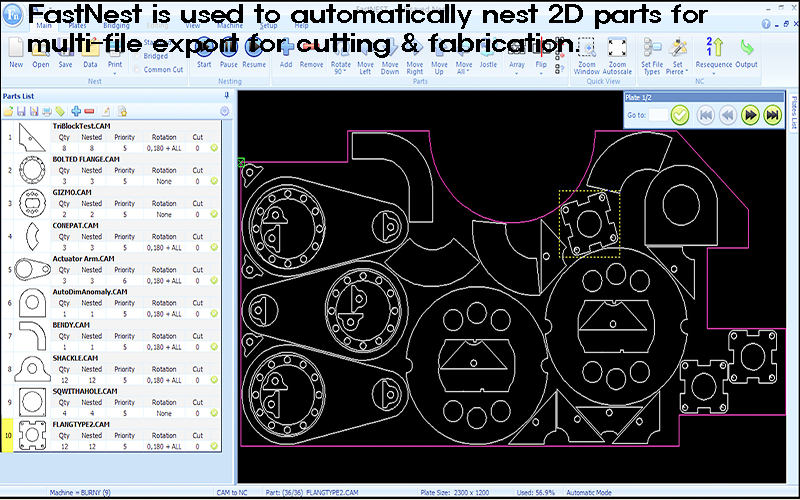
FastNest is used to automatically nest 2D parts for multi-file export for cutting & fabrication.
{kind=link}
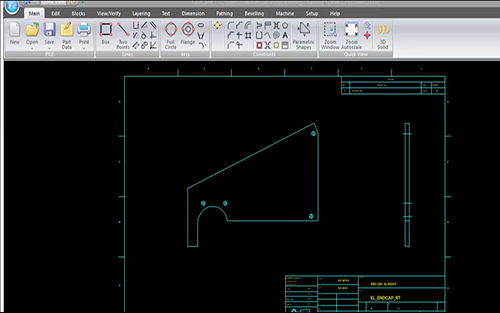
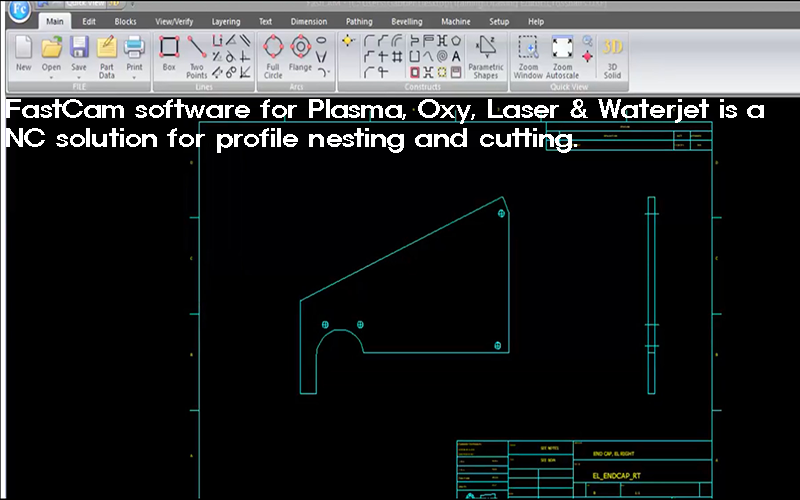
FastCam software for Plasma, Oxy, Laser & Waterjet is a NC solution for profile nesting and cutting.
{kind=link}

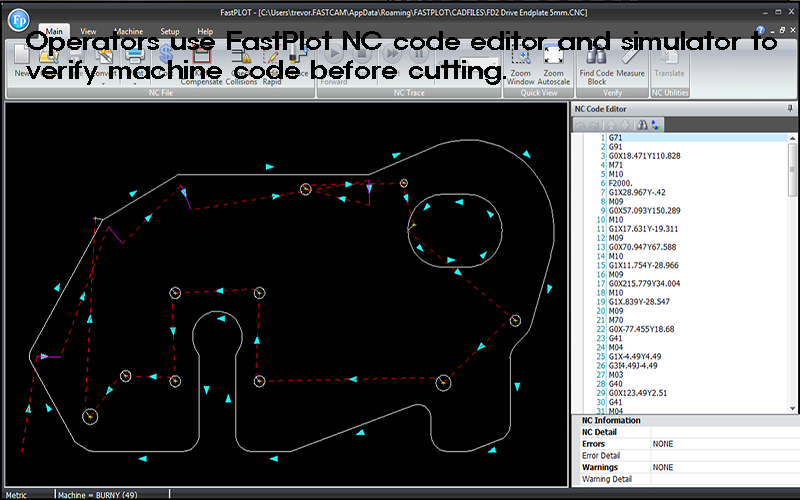
Operators use FastPlot NC code editor and simulator to verify machine code before cutting.
{kind=link}

QC and customer representatives inspect and validate raw material profiles after receiving.
{kind=link}

Carbon steel profiles and plates are sorted and stored before use.
{kind=link}

Trucks await unloading and inspection of raw materials arriving from steel mills.
{kind=link}

Beam stock, marked with green color to identify steel grade, awaits processing.
{kind=link}

Steel plate is marked with Heat Number, plate number, steel grade, and dimensions.
{kind=link}

Steel plate is marked with Heat Number, plate number, steel grade, and dimensions.
{kind=link}

Color marking board identifies marking procedures for materials entering into inventory.
{kind=link}

Color-coded plate shows steel grade, project number, heat number, dimensions, and I.D. number.
{kind=link}

Color-coded plate shows steel grade, project number, heat number, dimensions, and I.D. number.
{kind=link}

Structural pipe is marked with heat number, national standard, steel grade and dimension.
{kind=link}

CNC plate processing machine in plasma mode
{kind=link}

CNC laser cutting, carbon steel and stainless steel
{kind=link}

Semi-auto track oxy cutter
{kind=link}

Operators use 1:1 NC files for direct CNC input
{kind=link}

CNC Angle Master - steel angle processing
{kind=link}

CNC plate drill for component drilling
{kind=link}

Station operators monitor CNC machine processing
{kind=link}
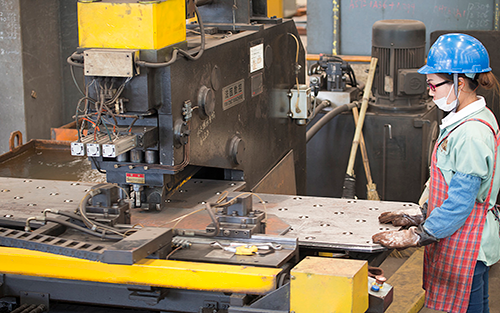
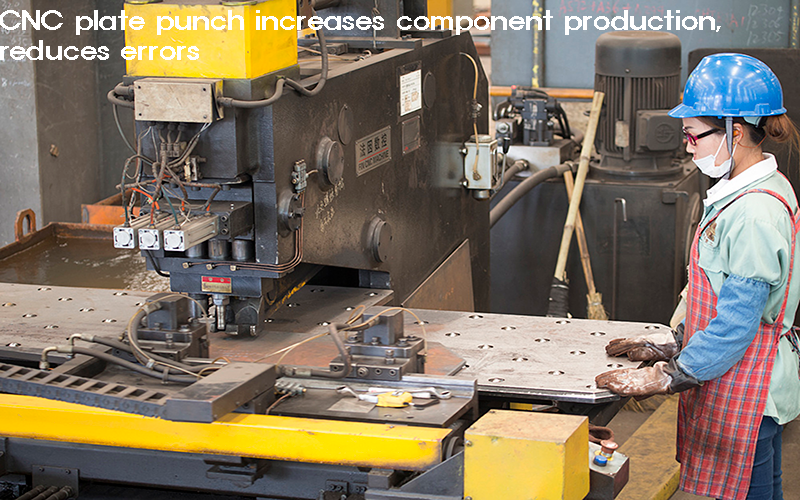
CNC plate punch increases component production, reduces errors
{kind=link}

Plate brake for bending profiles
{kind=link}

Component hole deburring
{kind=link}

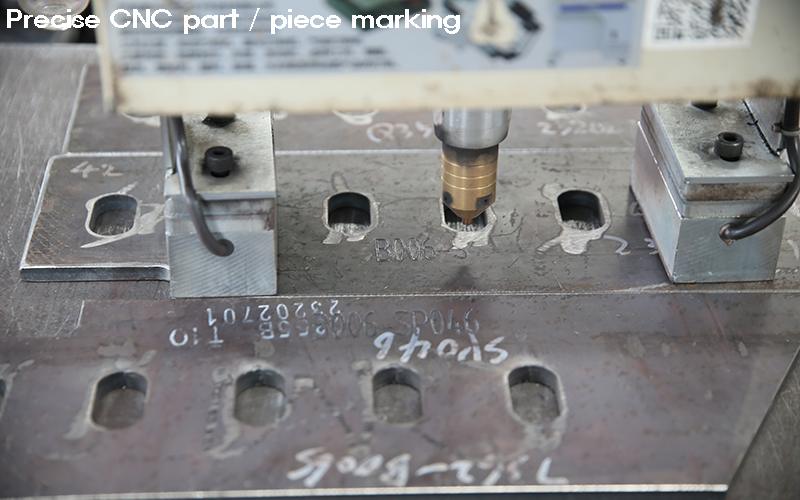
Precise CNC part / piece marking
{kind=link}

Angle sawing & marking
{kind=link}

Components staged by project lots for distribution
{kind=link}

Plate rollers create cylindrical shapes and bends
{kind=link}

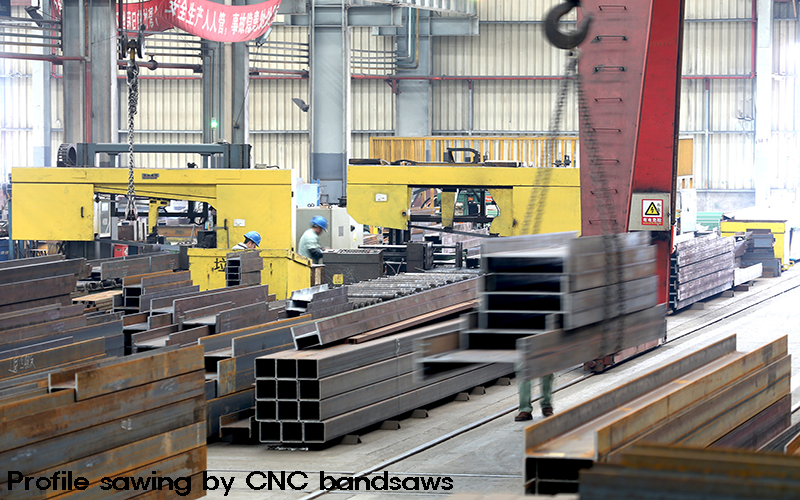
Profile sawing by CNC bandsaws
{kind=link}

Accurate beam drilling by Peddinghuas CNC drills
{kind=link}

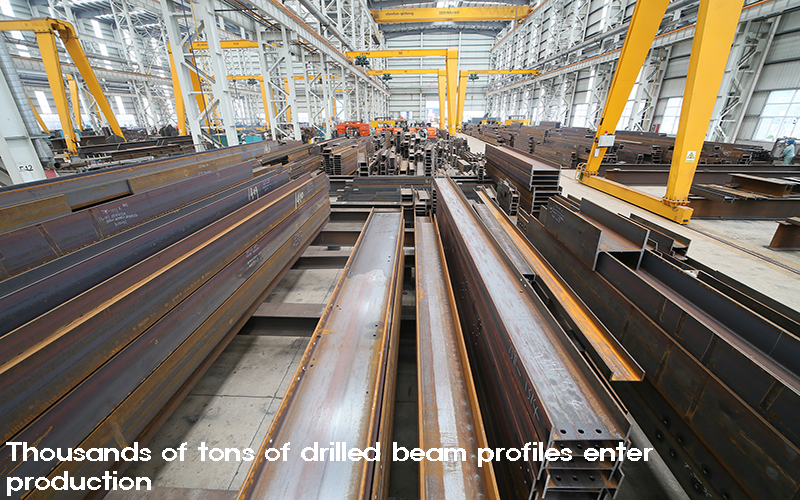
Thousands of tons of drilled beam profiles enter production
{kind=link}

CNC bandsaws cut beam profiles to length
{kind=link}

Operator double-checks CNC plotting to ensure accuracy
{kind=link}

CNC drill receives channel for drilling
{kind=link}

Split "T" shapes are prepared for further processing.
{kind=link}

Small rolled beams are sawn to length
{kind=link}

Profiles are prepared for fabrication
{kind=link}

Flange and Web welding preparation
{kind=link}

Semi-automatic hydraulic H-Beam assembly machine & tack welding
{kind=link}

QC custody marking on web section
{kind=link}

Manipulation of manual built-up plate sections
{kind=link}

Submerged-arc welding of built-up steel sections
{kind=link}

CNC sawing of beam section
{kind=link}

Checking tolerance of beam section during rectification
{kind=link}

Semi-automatic hydraulic H-Beam rolling/straightening & rectification
{kind=link}

Built-up H-beams awaiting further processing
{kind=link}

End-milling of beam section to comply with full-contact welding requirements
{kind=link}

Workers inspect beams before further processing
{kind=link}

Customers inspect large, built-up girder before disassembly for painting
{kind=link}

Primer-coated girder sections are checked before top coating
{kind=link}

Workers fit and tack-weld components to main assemblies
{kind=link}

Gusset plates are fitted to beams before fit-up inspection
{kind=link}

Stiffener plates are prepared to fitted into position and tack-welded
{kind=link}

The basic tools for accurate fitting
{kind=link}

An operator uses a crane to position a stub connector before tack-welding
{kind=link}

A QC inspector checks hole locations on a brace gusset before releasing
{kind=link}

A team leader checks fitting dimensions of an in-progress assembly
{kind=link}

An operator double-checks locations of connections and holes before welding
{kind=link}